CNCルーターのミルを折らないためのメモ
1. 経緯
去年から走るカメラを作っています。走るカメラのギアが必要で、それを削り出すためにCNCルーターを購入しました。 moduleが0.3のギアを削り出すために、ミルも細いものを使います。細いので折れやすいです。 ミルの原点設定を間違えて、ミルをよく折ってしまうので、原点を設定して削り出すまでの準備をここに記します。
2. 前提
ここで取り扱う範囲
| 順番 | 取り扱う | 手順 |
|---|---|---|
| 1 | NO | |
| 2 | NO | |
| 3 | NO | |
| 4 | YES | Candleにモデルデータを取り込む |
| 5 | YES | 削り出しの準備と注意点 |
| 6 | NO |
使っているハードウェアとソフトウェア
| no | name | note |
|---|---|---|
| 1 | SainSmart Genmitsu CNCルーター3018-PRO | 削る機械本体 購入元 |
| 2 | エンドミル(0.3Φ) | 結構折れるので3本買った これなど |
| 3 | ジュラコン1mm厚(245×245mm) | ギアの素材購入元 |
| 4 | Grblcontrol(Candle) | CNCルーター購入時に付属のCDに入っていたソフト、CADデータでCNCルーターを制御する |
| 5 | Fusion360 | 削り出すギアのCADデータを作るため |
3. 削り出しの準備
Candleにデータを読み込む
ギアのモデリングをしたり、削り出すための計画を立てたりなどはFusion360側でやるのですが、ここでは省きます。 取り込むファイルには、ギアのモデルと削り出す順路が登録されています。
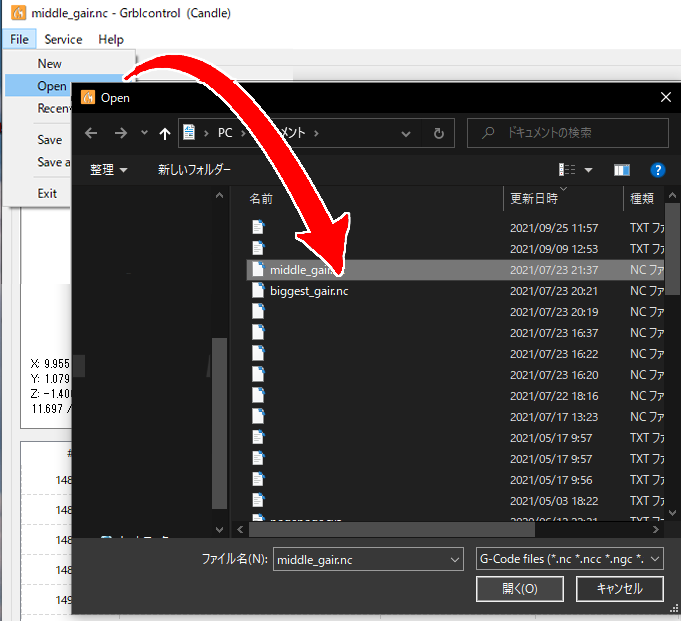
ファイルを開くとウィンドウの左上の枠にモデルが表示されます。
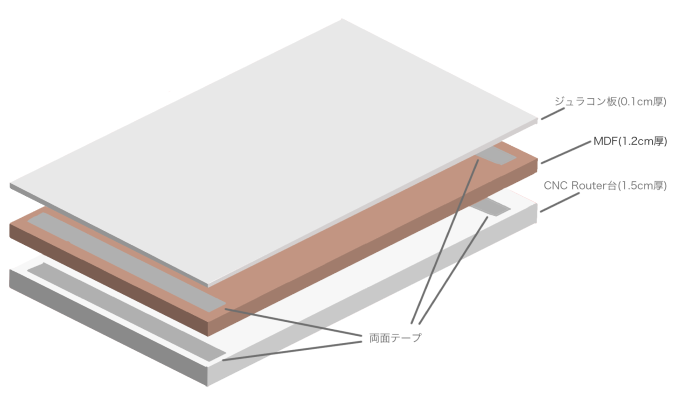
材料をセットする
そのまま材料(ジュラコンの板)をセットしてもミルが板に届きませんでした。そこで、ちょうど良いサイズのMDFを板の下に敷いて、底上げすることでミルが板に届くようにしました。 もしもミルが板を貫いても、MDFが削れるようになります。 ジュラコンの板とMDFの固定は、両面テープを用いました。CNCルーターに治具が付属しておりますが、固定の仕方が難しく削っている間に材料がズレたりして上手に活用することができていません。
ミルをセットする
レンチでゆるめて、ミルをとりつけます。 今回使用しているミルのシャント径は4mmで、CNCルーターに付属しているスプリングコレットは3mmなので、付属のスプリングコレットではミルを取り付けることができませんでした。 別途amazonなどで4mmのスプリングコレットを購入しました。 工具でちょっと力を入れたら外せるくらい閉めておけば動作に問題ないです。
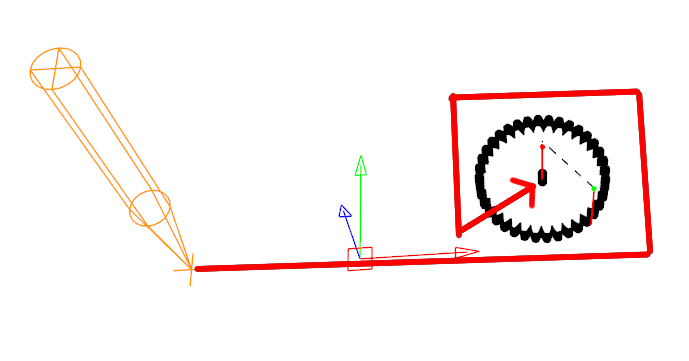
CNCルーターの削り出しの動きについて
ここがこの記事の肝になります。ここをしくじるとミルがポキポキ折れます。私はすでに3回くらいこの工程でミルを折っています。 データをインポートして削り出すとき、最初にミルは下記のように動きます
- Z座標が0(Origin)に移動
- XY座標が最初に削り出す座標まで移動
- 削り出し開始
1から2の座標に移動するときにミルが引っかかって折れます。 もしかするとこの動きはNCファイルを作るときに設定できるのかもしれませんが… 上記の問題を防ぐ方法を以下に書きます。
原点の設定
前述の問題は原点の設定を正しく行うことで解決できます。 原点はXYから決めて、Z軸を調整することで完了します。
!!!注意
 というボタンがありますが、これは原点を設定するためのツールが必要なため、ないまま押すと永遠にミルが下に下がり続けてミルが折れるので押さないでください。間違えて押してしまった場合は即座に
というボタンがありますが、これは原点を設定するためのツールが必要なため、ないまま押すと永遠にミルが下に下がり続けてミルが折れるので押さないでください。間違えて押してしまった場合は即座に ボタンを押して
ボタンを押して を押しましょう
を押しましょう
 ボタンを押してXY座標の原点を決定します。
ボタンを押してXY座標の原点を決定します。
XY座標の設定
XYは実際に出力されるオブジェクトの周辺に移動させて削る範囲に材料がセットされているかを確認しましょう。 確認が終わったら、最初に削り出す座標の近くまでミルを移動させます。
※最初に削り出す座標は画面左下のCheck modeにチェックを入れてSendを実行することで確認できます。
Z座標の設定
削り出しの位置まで移動したら、その座標でZの原点を調整します。 調整の仕方は下記です。
- 最初はStepを1に設定してミルを下げていきます。
- 材料とミルの間が指の高さまできたらStepを0.1に変更してさらに下げていきます。
- ミルと素材の間が目視しづらくなってきたらStepを0.01に変更してA4用紙などをミルと素材の間に挟みます。
- そのまま下げていき、紙をずらして引っかかる位置を探します。
- 紙が引っかかったら、そこから0.1上にあげたところ を原点とします。
 ボタンを押してZ軸の原点を決定します。
ボタンを押してZ軸の原点を決定します。
これで削り出す準備ができました。 Check modeのチェックを外してSendボタンを押すと削り出しが始まります。
4. まとめ
ミルを動かして削り出すまでの準備や注意点を書きました。 削る範囲を確認して、削り出す座標でZ座標のOriginに余裕を持たせれば折れることはないはずです。 これを理解してから2回くらい折ってる気がするのでまだ何か足りないのかもしれませんが、その場合はこの記事を更新することとします。 以上
